ACTIVE CONTROL OF THE PROCESS
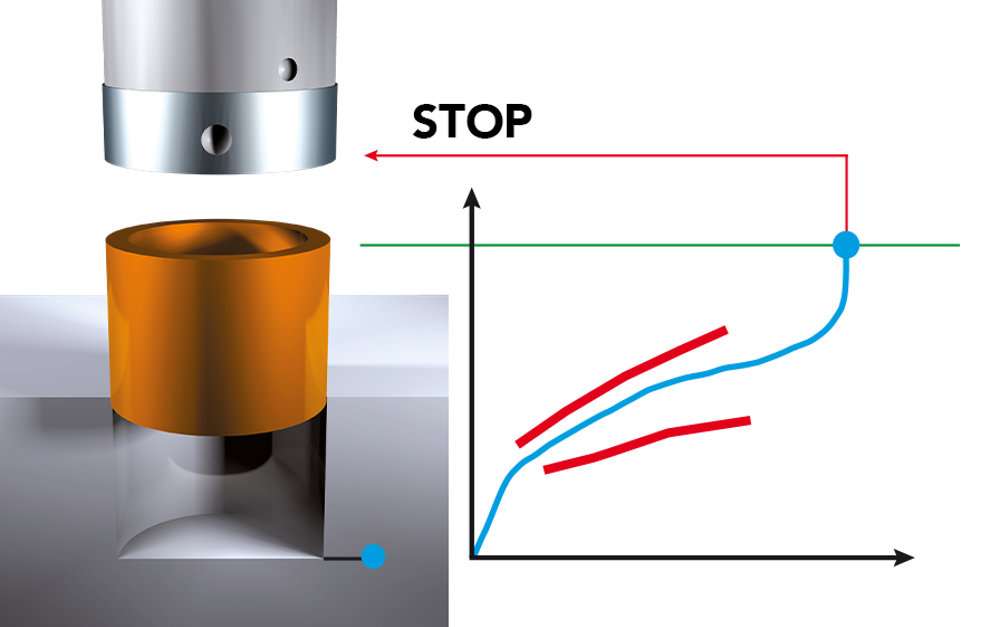
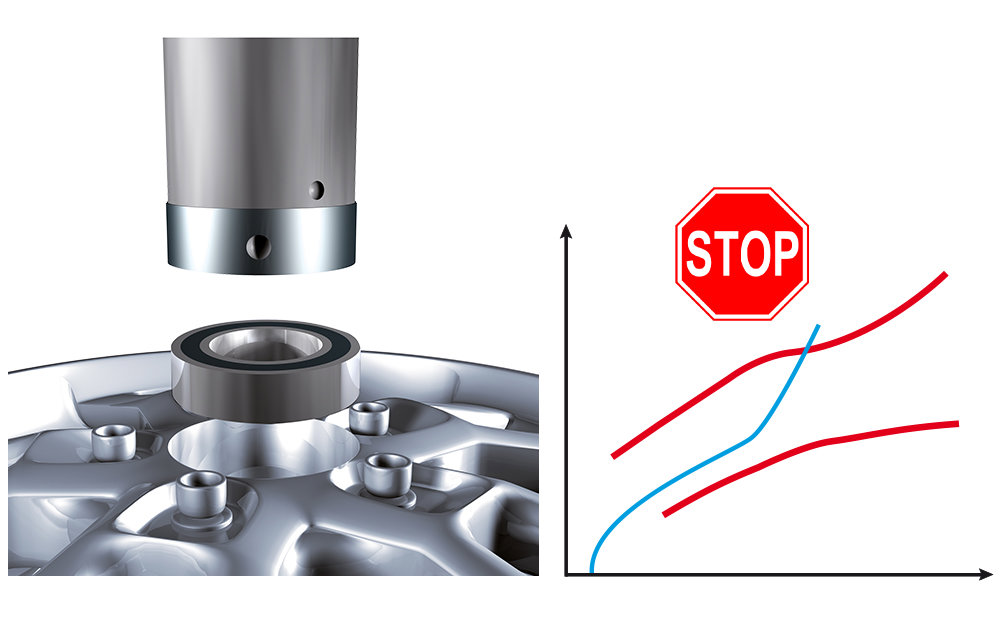
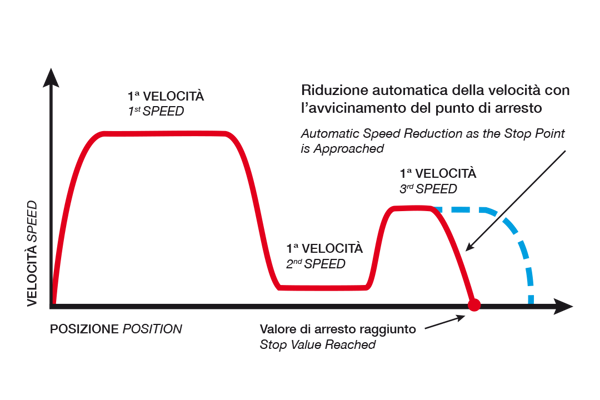
The system control tool (Press-Right) adjusts the cylinder speed in real time using the force and position transducers as feedback: this allows to reach the desired force value in an optimal way, because the speed is reduced only when the force measured during pressing approaches the desired value.
The cycle time is thus reduced and the real force exerted does not exceed the desired one.
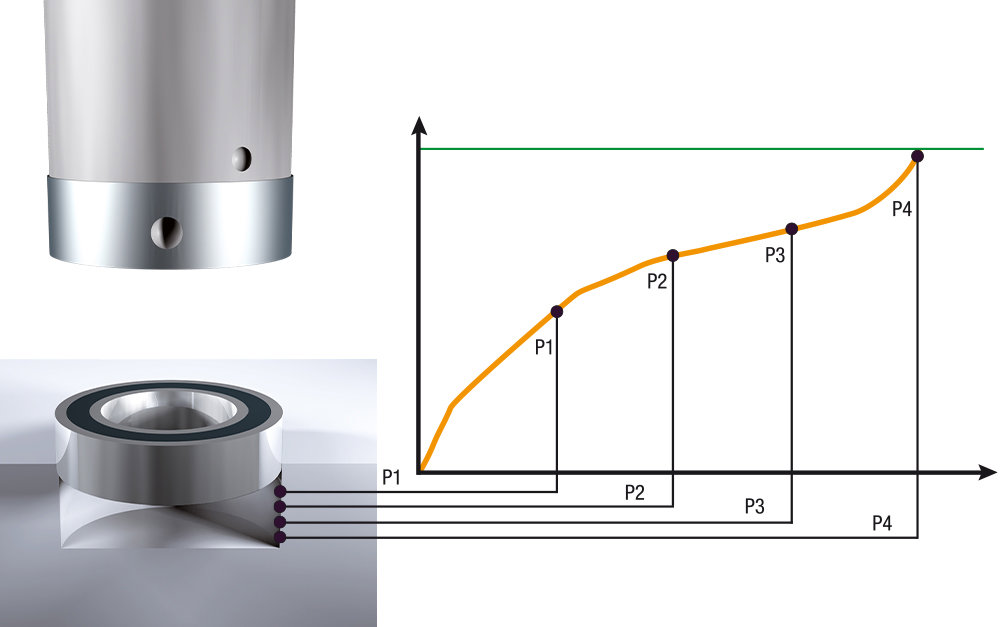
The system architecture also gives the possibility to keep the force constant for a given time, with continuous correction of the cylinder position, bringing it to the desired position in a single stroke with micrometric precision.